Unitized Frame Servo Press DSF-N2-AB Two-Point, From 200 - 300 Tons

Press Information
Press Information & Overview
Two-Point Unitized Frame Press Equipped with DSF Direct Drive Servo
- AIDA direct drive servo motor
High torque, low RPM servo motor built specifically for metal stamping press applications - Pneumatic safety brake
Integrated with GuardLogix safety controller to engage when safety device is activated, providing additional redundant layer of safety - AIDA/Allen-Bradley servo control system
AIDA's exclusive partnership with Allen-Bradley, featuring CompactLogix PLC, GuardLogix control, & Common Industrial Protocol (CIP) safe technology - Allen-Bradley servo drives
PowerFlex drives with CIP motion for optimum performance - Energy Conservation & Optimization (E.C.O.) servo press power management system
Robust capacitor system for optimized energy management - NEMA 13 rated enclosures
Floor-standing cabinets allow easy access with flexible placement options available, and NEMA 13 rating ensures contaminant free operation - Recirculating oil lubrication system
Provides clean oil in metered amounts to all bearing points - AIDA hydraulic overload protection HOLP
Fastest acting HOLP in the industry (10ms), adjustable from 60-100% of rated press tonnage - Proven mechanical drivetrain
Design allows AIDA to use same drivetrain as mechanical equivalent - Allen-Bradley based HMI
Swing-arm mounted, 12" color touch screen - 8 Input die protection
Both PNP/NPN signals, expandable to 16 (DSI box optional) - Tonnage monitor
Optional integrated tonnage monitor, peak and reverse load or signature analysis - Full-length, 6-point slide guides
Easily set to maintain slide to bolster parallelism of less than .001"/ft - Light curtains
Front and rear mounted, vertical & horizontal light curtains to protect operators from the die space during operation - Accessible and ample die space
Up to 94.5" x 35.4" slide area, 102.4" x 47.2" bolster area, 25.6" die height (300 ton), and T-slots on 6" centers, allow for a range of production
The AIDA DSF-N2-AB Direct Drive Unitized Frame Servo Press marries the successful mechanical design of the NS2 Series Mechanical Unitized Frame press with AIDA's DSF Direct Drive Servo. This combines the rigidity of a unitized frame with the flexibility of the freely programmable servo motion.
Request More InformationPress Features
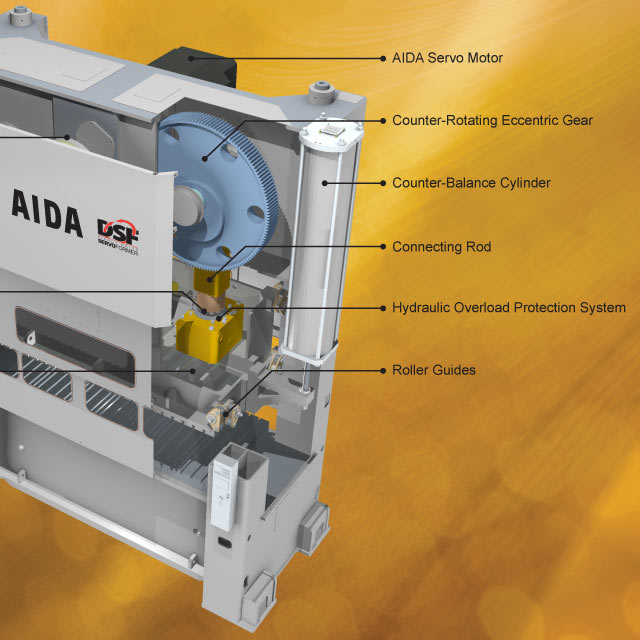
AIDA DSF-N2-AB Structure
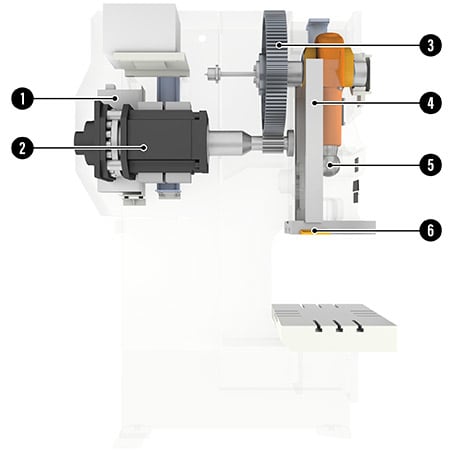
- E.C.O. Servo Press Energy Management System
![E.C.O. Servo Press Energy Management System]()
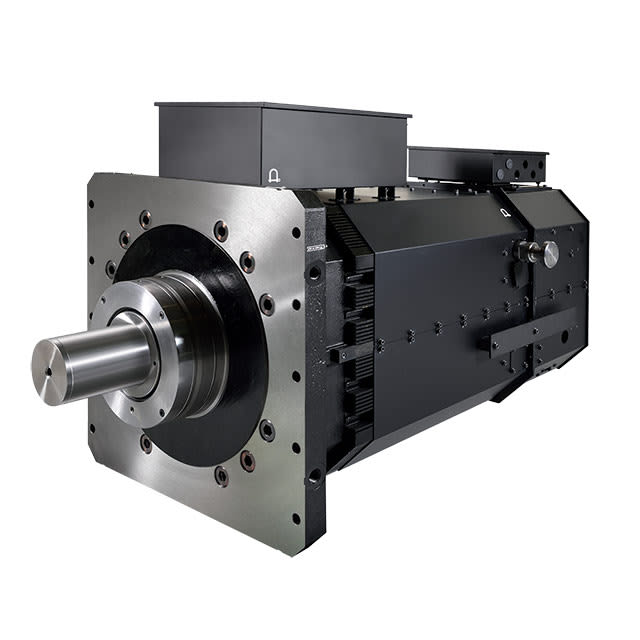
- AIDA Servo Motor
![AIDA Servo Motor for Stamping Presses]()
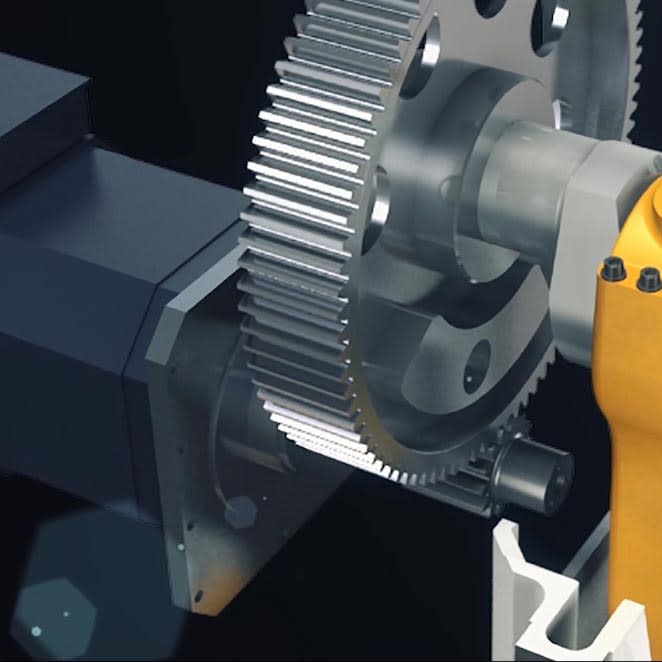
- Hardened & ground pinion and ground main gear
![AIDA ground main gear]()
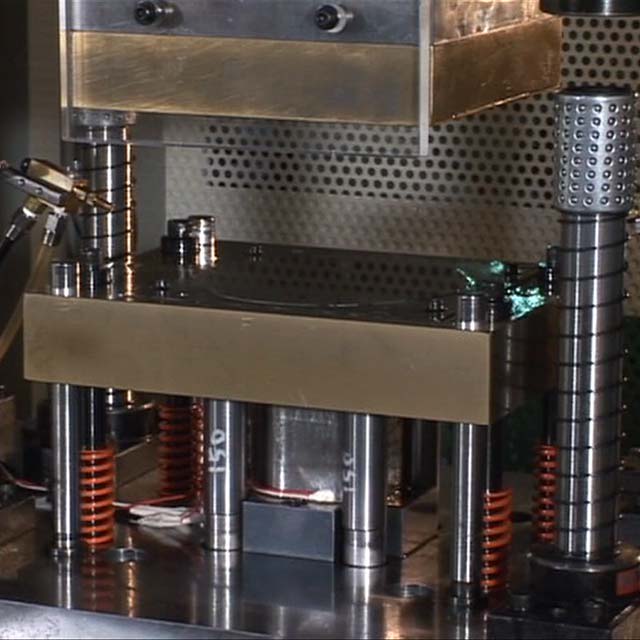
- 6-Point Slide Guide System
![6-Point Slide Guide System]()
- Hydraulic Overload Protection System (HOLP)
![AIDA Hydraulic Overload Protection System (HOLP)]()
- Recirculating Oil Lubrication System
![Recirculating Oil Lubrication System]()
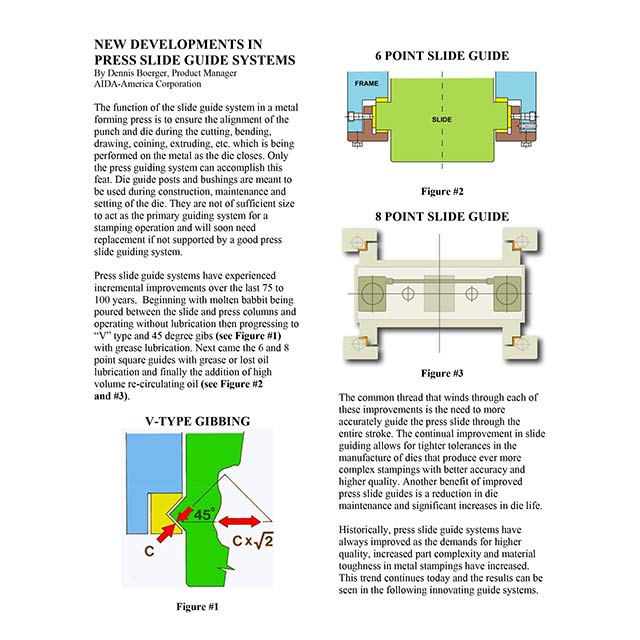
6-Point Slide Guide System
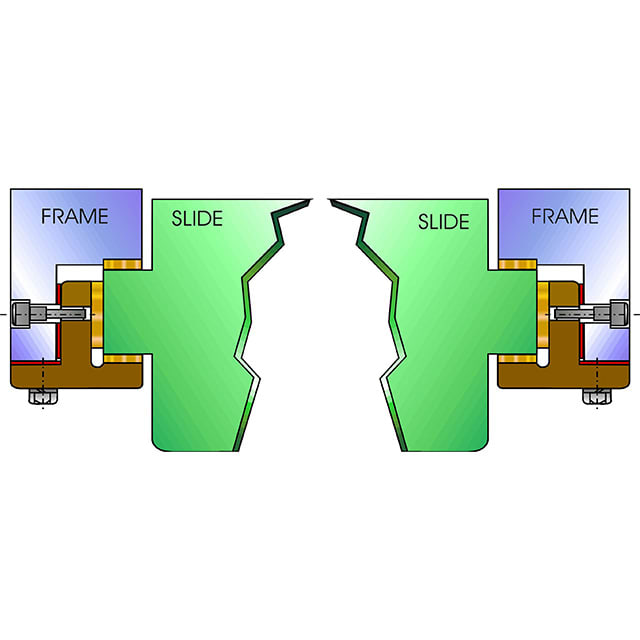 Simple, Yet Effective Slide Guide System for Stamping Presses
Simple, Yet Effective Slide Guide System for Stamping PressesExtra-long gibs with extensions on the slide minimize "tipping" of the slide within the guides and provide superior off-center guiding vs. industry standard
AIDA Servo Motors
 The Most Powerful Servo Motors Available for Stamping Presses
The Most Powerful Servo Motors Available for Stamping PressesDirect drive servo motors, driving the industry's leading servo presses. Low speed, high torque, specifically manufactured for stamping press applications using standard press drive train design.
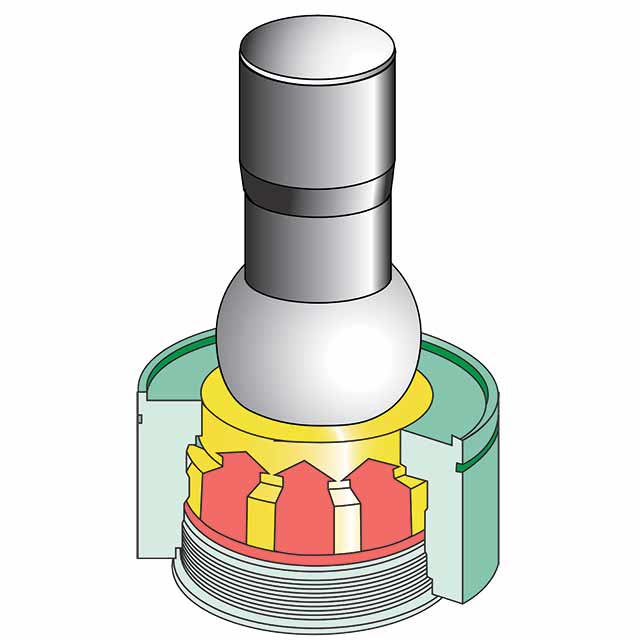
Ball and Socket Connections
 Improved Design When Compared to Wrist Pin Connections
Improved Design When Compared to Wrist Pin ConnectionsEliminate one of the largest maintenance costs of a stamping press: the wrist pin slide connections. Designed to withstand the rigors of heavy stamping.
High Precision Drivetrain System
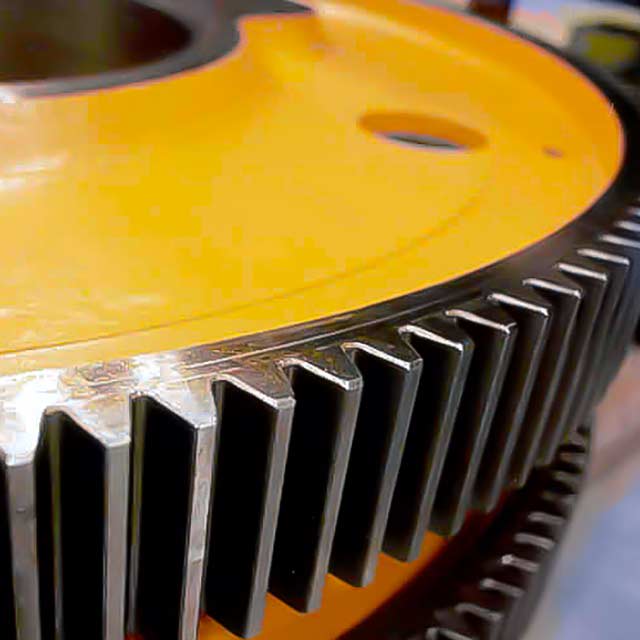 Utilizes Hardened and Ground Pinion and Main Gears
Utilizes Hardened and Ground Pinion and Main GearsProvides industry minimal backlash resulting in improved press accuracy. Integrated hardened pinion minimizes required gear diameters and related drivetrain inertia.
HOLP
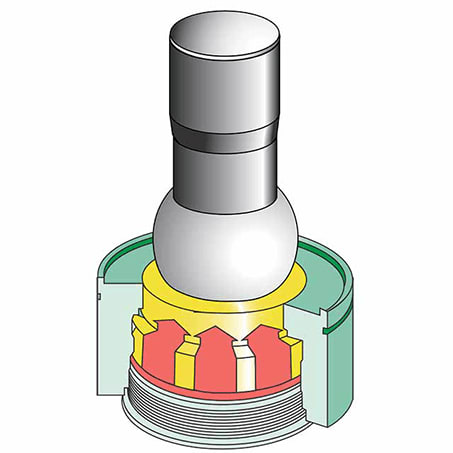 Hydraulic Overload Protection System
Hydraulic Overload Protection SystemAIDA's press technology - the industry's fastest protection system. When overload occurs, oil evacuates 360 degrees around the ball seat with minimum oil flow resistance as compared to conventional systems
Recirculating Oil Lubrication System
 Providing Clean Oil in Metered Amounts to all Bearing Points
Providing Clean Oil in Metered Amounts to all Bearing PointsOil from all lube points is captured, filtered, and recirculated. Bearing points are monitored to ensure that they receive the correct amount of oil.
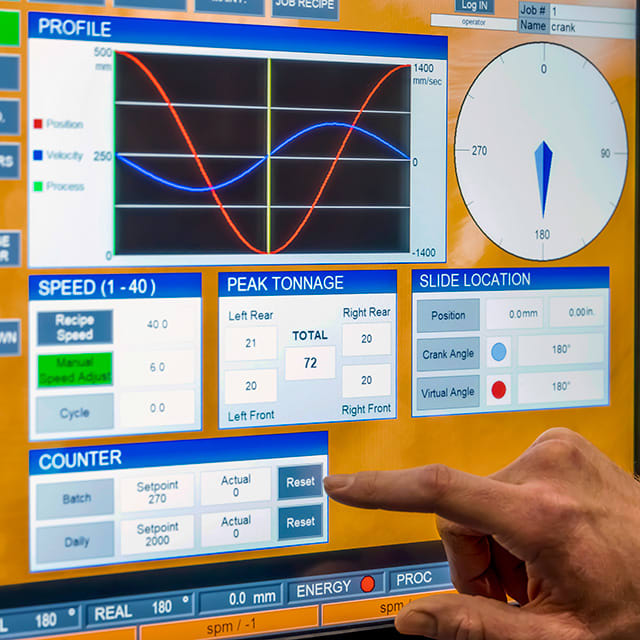
Servo Press Control Features
AIDA / Allen-Bradley Servo Press Control
For presses 80 - 300 tons. User friendly design, large touch screen enhances ease of operation. Locally designed and manufactuered to meet North American customer needs.
More About AIDA / Allen-Bradley Servo Press ControlsCNC Handwheel Control
 Handheld Type
Handheld Type Precise control of your servo press at your fingertips. The answer to die set-up and try-out operations. Step Feed Mode, controlled by the handwheel, allows press operators to cycle the press at below 1 spm.
More About CNC Handwheel ControlE.C.O. System
The most efficient servo press energy management system available. The AIDA system stores energy in long life capacitor system (rated over 20 years) to optimize energy consumption.
More About E.C.O. SystemProgrammable Slide Motions
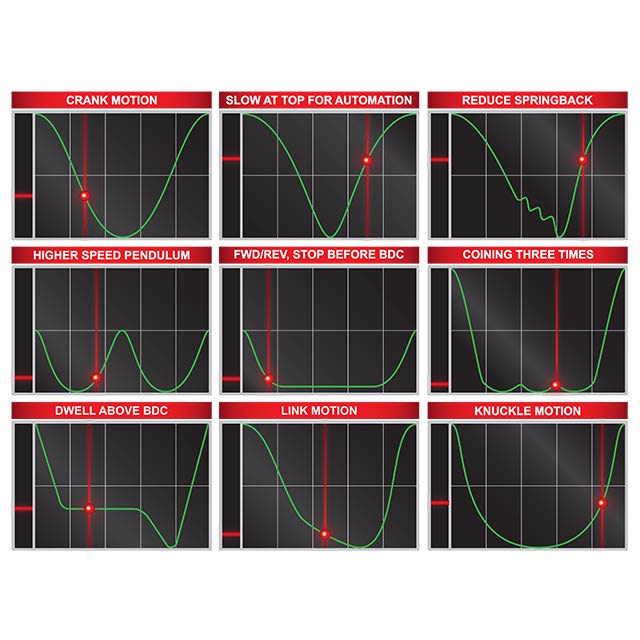 Complete Control of Position, Velocity, Dwell & Beyond
Complete Control of Position, Velocity, Dwell & BeyondOptimized servo press slide motion profiles maximize metal stamping productivity and improve part quality.
Press Specifications
DSF-N2-AB Servo Press Specifications
| 200 Ton | 300 Ton |
| Specifications PDF | |
| 200 - 300 Ton | Specifications PDF |
DSF-N2-2000AB, 200 Ton Unitized Frame Servo Press Specifications
| DSF-N2-AB MODELS | |||||
| Press Technical Data | Unit | DSF-N2-2000 | |||
| Tonnage Capacity | kN | 2,000 | |||
| U.S. Ton | 220 | ||||
| Full Stroke Length | mm | 250 | |||
| in. | 9.84 | ||||
| Rating Point | mm | 7.0 | |||
| in. | 0.28 | ||||
| Die Height (SDAU) | mm | 500 | |||
| in. | 19.7 | ||||
| Slide Adjustment | mm | 110 | |||
| in. | 4.3 | ||||
| Slide Area (LR x FB) | mm | 1850 x 650 | |||
| in. | 72.8 x 25.6 | ||||
| Bolster Area (LR x FB) | mm | 2150 x 840 | |||
| in. | 84.6 x 33.1 | ||||
| Bolster Thickness | mm | 170 | |||
| in. | 6.7 | ||||
| Max. Upper Die Weight | kg | 1,200 | |||
| lbs. | 2,646 | ||||
| Side Window Opening (dimensions in () show height above bolster) | mm | 860 x 520 (510) | |||
| in. | 33.9 x 20.5 (20.1) | ||||
| Bed Opening Dimension (LR x FB) | mm | 1,900 x 460 | |||
| in. | 74.8 x 18.1 | ||||
| Press Foot Top of Bolster (without mounts) | mm | 1,000 | |||
| in. | 39.4 | ||||
| Approx. Overall Height (without mounts) | mm | 3,730 | |||
| in. | 147 | ||||
| Overall Dimension (LR x FB) | mm | 2,960 x 2,905 | |||
| in. | 117 x 114 | ||||
| Main Motor (SERVO) | kW | 120 | |||
| hp | 161 | ||||
| Main Circuit Breaker(s) | A | 225 | |||
| Avg. Full Load Amps | FLA | 92 | |||
| SPM @ Full Stroke | spm | 1 to 50 | |||
| Stroke Length, Fully Adjustable * (See AIDA for further examples) | mm | 50 | 75 | 100 | 125 |
| in. | 2.0 | 3.0 | 3.9 | 4.9 | |
| SPM @ Stroke Length Above | spm | 105 | 92 | 84 | 76 |
| Working Energy | kJ | 16.5 | |||
| in-U.S. ton | 73 | ||||
| Required Air Pressure | MPa | 0.5 | |||
| psi | 73 | ||||
| * Dimensions shown in inches rounded to the nearest tenth. ** Dimensions in parentheses ( ) show the height above the bolster. | |||||
DSF-N2-3000AB, 300 Ton Unitized Frame Servo Press Specifications
| DSF-N2-AB MODELS | ||||||
| Press Technical Data | Unit | DSF-N2-3000 | ||||
| Tonnage Capacity | kN | 3,000 | ||||
| U.S. Ton | 330 | |||||
| Full Stroke Length | mm | 300 | ||||
| in. | 11.81 | |||||
| Rating Point | mm | 6.0 | ||||
| in. | 0.24 | |||||
| Die Height (SDAU) | mm | 650 | ||||
| in. | 25.6 | |||||
| Slide Adjustment | mm | 130 | ||||
| in. | 5.1 | |||||
| Slide Area (LR x FB) | mm | 2400 x 900 | ||||
| in. | 94.5 x 35.4 | |||||
| Bolster Area (LR x FB) | mm | 2600 x 1200 | ||||
| in. | 102.4 x 47.2 | |||||
| Bolster Thickness | mm | 200 | ||||
| in. | 7.9 | |||||
| Max. Upper Die Weight | kg | 2,300 | ||||
| lbs. | 5,071 | |||||
| Side Window Opening (dimensions in () show height above bolster) | mm | 1,220 x 690 (680) | ||||
| in. | 48.0 x 27.2 (26.8) | |||||
| Bed Opening Dimension (LR x FB) | mm | 2,390 x 520 | ||||
| in. | 94.1 x 20.5 | |||||
| Press Foot Top of Bolster (without mounts) | mm | 1,150 | ||||
| in. | 45.3 | |||||
| Approx. Overall Height (without mounts) | mm | 4,460 | ||||
| in. | 176 | |||||
| Overall Dimension (LR x FB) | mm | 3,500 x 3,400 | ||||
| in. | 138 x 134 | |||||
| Main Motor (SERVO) | kW | 120 | ||||
| hp | 161 | |||||
| Main Circuit Breaker(s) | A | 225 | ||||
| Avg. Full Load Amps | FLA | 96 | ||||
| SPM @ Full Stroke | spm | 1 to 35 | ||||
| Stroke Length, Fully Adjustable * (See AIDA for further examples) | mm | 50 | 75 | 100 | 125 | 150 |
| in. | 2.0 | 3.0 | 3.9 | 4.9 | 5.9 | |
| SPM @ Stroke Length Above | spm | 91 | 78 | 70 | 62 | 58 |
| Working Energy | kJ | 39.0 | ||||
| in-U.S. ton | 173 | |||||
| Required Air Pressure | MPa | 0.5 | ||||
| psi | 73 | |||||
| * Dimensions shown in inches rounded to the nearest tenth. ** Dimensions in parentheses ( ) show the height above the bolster. | ||||||
DSF-N2-AB, 200 - 300 Ton Unitized Frame Servo Press Specifications
| DSF-N2-AB MODELS | ||||||||||
| Press Technical Data | Unit | DSF-N2-2000 | DSF-N2-3000 | |||||||
| Tonnage Capacity | kN | 2,000 | 3,000 | |||||||
| U.S. Ton | 220 | 330 | ||||||||
| Full Stroke Length | mm | 250 | 300 | |||||||
| in. | 9.84 | 11.81 | ||||||||
| Rating Point | mm | 7.0 | 6.0 | |||||||
| in. | 0.28 | 0.24 | ||||||||
| Die Height (SDAU) | mm | 500 | 650 | |||||||
| in. | 19.7 | 25.6 | ||||||||
| Slide Adjustment | mm | 110 | 130 | |||||||
| in. | 4.3 | 5.1 | ||||||||
| Slide Area (LR x FB) | mm | 1850 x 650 | 2400 x 900 | |||||||
| in. | 72.8 x 25.6 | 94.5 x 35.4 | ||||||||
| Bolster Area (LR x FB) | mm | 2150 x 840 | 2600 x 1200 | |||||||
| in. | 84.6 x 33.1 | 102.4 x 47.2 | ||||||||
| Bolster Thickness | mm | 170 | 200 | |||||||
| in. | 6.7 | 7.9 | ||||||||
| Max. Upper Die Weight | kg | 1,200 | 2,300 | |||||||
| lbs. | 2,646 | 5,071 | ||||||||
| Side Window Opening (dimensions in () show height above bolster) | mm | 860 x 520 (510) | 1,220 x 690 (680) | |||||||
| in. | 33.9 x 20.5 (20.1) | 48.0 x 27.2 (26.8) | ||||||||
| Bed Opening Dimension (LR x FB) | mm | 1,900 x 460 | 2,390 x 520 | |||||||
| in. | 74.8 x 18.1 | 94.1 x 20.5 | ||||||||
| Press Foot Top of Bolster (without mounts) | mm | 1,000 | 1,150 | |||||||
| in. | 39.4 | 45.3 | ||||||||
| Approx. Overall Height (without mounts) | mm | 3,730 | 4,460 | |||||||
| in. | 147 | 176 | ||||||||
| Overall Dimension (LR x FB) | mm | 2,960 x 2,905 | 3,500 x 3,400 | |||||||
| in. | 117 x 114 | 138 x 134 | ||||||||
| Main Motor (SERVO) | kW | 120 | 120 | |||||||
| hp | 161 | 161 | ||||||||
| Main Circuit Breaker(s) | A | 225 | 225 | |||||||
| Avg. Full Load Amps | FLA | 92 | 96 | |||||||
| SPM @ Full Stroke | spm | 1 to 50 | 1 to 35 | |||||||
| Stroke Length, Fully Adjustable * (See AIDA for further examples) | mm | 50 | 75 | 100 | 125 | 50 | 75 | 100 | 125 | 150 |
| in. | 2.0 | 3.0 | 3.9 | 4.9 | 2.0 | 3.0 | 3.9 | 4.9 | 5.9 | |
| SPM @ Stroke Length Above | spm | 105 | 92 | 84 | 76 | 91 | 78 | 70 | 62 | 58 |
| Working Energy | kJ | 16.5 | 39.0 | |||||||
| in-U.S. ton | 73 | 173 | ||||||||
| Required Air Pressure | MPa | 0.5 | 0.5 | |||||||
| psi | 73 | 73 | ||||||||
| * Dimensions shown in inches rounded to the nearest tenth. ** Dimensions in parentheses ( ) show the height above the bolster. | ||||||||||
Technical Resources
Videos, Articles & Additional Information
200 Ton Servo Press with Progressive DieThis video shows how Pinnacle Tool Works, Aurora, Ontario, Canada, was able to increase production from 35 parts per minute on an AIDA PMX-4000, 400 ton mechanical link motion press to 50 parts per minute on a an AIDA DSF-N2-2000, 200 ton DSF Series servo press (shown slower in the video because of manual packing of the parts). Additionally, Pinnacle was able to reduce the scrap rate from 4% to 1%. AIDA-America supplied the press in 2017. Pinnacle also owns and operates an AIDA DSF-N2-3000, 300 ton two-point servo press.
View More AIDA Videos on YouTubeFrequently Asked Questions
 Answers to Your Questions about AIDA and Press Related Topics
Answers to Your Questions about AIDA and Press Related Topics We offer answers for all types of common questions - whether technical in nature or as simple as where to look for career opportunities. Examples of some questions are: What is HOLP? Where is the closest AIDA facility located? How can we get a copy of the manual for our AIDA press? What is reverse tonnage? Visit our frequently answered questions section to find answers to your questions.
View Frequently Asked QuestionsAIDA-Tech White Papers
 Technical Topics & Information
Technical Topics & Information Topics such as connections spacing, slide guiding systems, reverse tonnage and more, AIDA-Tech White papers offer information for a variety of technical subjects related to stamping presses and press operations.
View AIDA-Tech White PapersMetalforming Articles
 Articles from Industry Publications
Articles from Industry Publications We maintain a library of metalforming articles from a variety of industry publications covering a wide range of topics centered on stamping and press operations. Topics include press technology, market trends, and press applications. Many of the articles collected here have been authored by or contributed to by AIDA associates.
View Metalforming ArticlesEducational Partners & Resources
 Research and Development
Research and Development Not only does AIDA invest 5% of annual revenue towards internal research and development, but AIDA also actively seeks and participates in research with educational institutions such as the Center for Precision Forming (OSU), Institut für Umformtechnik, Edison Welding and others.
More About Educational PartnersApplications Studies & Die Trials
 Schedule an Application Review or Die Trial, Today
Schedule an Application Review or Die Trial, Today Application studies and die trials provided by AIDA prove, with your own dies and part drawings, how AIDA stamping press technology can have multiple benefits to your manufacturing operations, including increased production rates, higher quality parts, reduced scrap, and reduced maintenance.
Applications Studies & Die TrialsServoFormer Application Training
 Servo Press Controls Training
Servo Press Controls Training AIDA is a partner for success in understanding and applying servo press flexibility to your opperations. Our experienced Application Engineers will assist in working with your team to ensure top performance is achieved from your servo presses.
ServoFormer Application TrainingServo Press Optimization
Application Specific Solutions AIDA understands that in order to maximize the benefits that servo press technology can bring the operations must be optimized. AIDA provides on-the-floor stroke profile optimization for maximum productivity.
Servo Press OptimizationStamping Press Technology
 Industry Leading Forming Systems
Industry Leading Forming Systems For over 100 years AIDA has been developing and manufacturing specialized metalforming products like metal stamping presses and related automation equipment, such as transfers, robots, and feeders. AIDA's exclusive stamping press technology is used throughout our wide range of presses, from 30 through 4,000 tons capacity.
Stamping Press TechnologyServo Press Technology
 The Most Experienced Servo Press Builder
The Most Experienced Servo Press Builder AIDA introduced the world's first direct drive servo stamping presses two decades ago. Since that time, AIDA has continued to maintain the position of technology leader in developing servoforming presses. AIDA DSF Series (Direct Drive Servo Former) servo presses represent the pinnacle of advanced engineering and manufacturing in the metalforming and stamping press industries.
Servo Press TechnologyTerms & Glossary
 Operations, Components, & Press Industry Terminology
Operations, Components, & Press Industry Terminology A variety of functions may be performed by many different types of presses, depending upon the tooling. Typical press operations and other terms referring to press features and functions, as well as basic press characteristics and designs are explained in this section of our website.
View Terms & GlossaryUser Testimonials
Clips & Clamps
 300 Ton Two-Point Straightside Servo Press
300 Ton Two-Point Straightside Servo Press "The fact that servo maintains its tonnage through the stroke at snap-through is just incredible."
Dundee Manufacturing
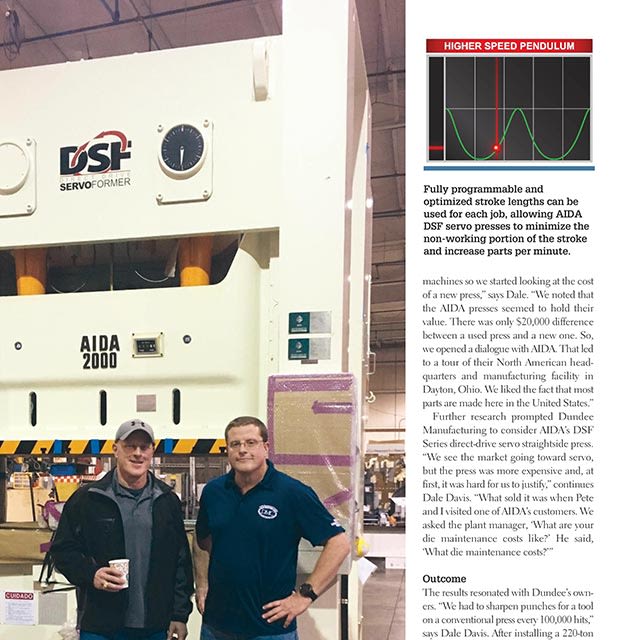 200 Ton Two-Point Straightside Servo Press
200 Ton Two-Point Straightside Servo Press "We asked the plant manager, 'What are your die maintenance costs like?' He said, 'What die maintenance costs?'"
View User TestimonialEngel Diversified Industries
 300 Ton Two-Point Straightside Servo Press
300 Ton Two-Point Straightside Servo Press "We're running faster (pendulum mode), improving dimensional accuracy (stroke control, including dwell at bottom) and improving die life between sharpening (less reverse tonnage)"
View User TestimonialEngel Diversified Industries
 300 Ton Two-Point Straightside Servo Press
300 Ton Two-Point Straightside Servo Press "We had some issues with wipe forming this part on a conventional press. When we processed it in pendulum mode, we found we could increase throughput by 60 percent."
View User TestimonialGrant Group
 200 Ton Unitized Frame Servo Press
200 Ton Unitized Frame Servo Press "The quality, speed and consistency of the AIDA direct-drive ServoFormer make it the press of the future."
Meier Tool & Engineering
 110 Ton Unitized Frame Servo Press
110 Ton Unitized Frame Servo Press "We needed to be able to control slide velocity not only throughout the stroke but during bottom dead center work."
Metalstamp
 200 Ton Unitized Frame Servo Press
200 Ton Unitized Frame Servo Press "As a result of this flexibility we've begun to quote jobs we could not have considered in the past, such as pausing at a given point in the stroke to perform laser welding or component insertion."
View User TestimonialPyper Tool & Engineering
 300 Ton Unitized Frame Servo Press
300 Ton Unitized Frame Servo Press "I thought a long-term strategy would be to have a servo press in our die shop so that we could perform research and development and come up with some new techniques."
View User TestimonialRoyal Die & Stamping
 200 Ton Unitized Frame Servo Press
200 Ton Unitized Frame Servo Press "The programmable stroke was a big help on this job, we could do the job on another press but we were having issues with the small punches breaking."
View User TestimonialSmall Parts Inc.
 160 Ton Two-Point Straightside Servo Press
160 Ton Two-Point Straightside Servo Press "Switching the nonautomotive die to the new press has already reduced die maintenance by 50%, which is expected to increase to a 60% to 70% reduction when further tooling improvements are complete."
View User Testimonial